测量专用精密测针
雷尼绍提供种类齐全的触发式测头专用精密测针。欢迎了解为何测针及附件的质量在工业测量技术中发挥着重要作用,以及雷尼绍为您提供哪些支持。
雷尼绍精密测针
适用于雷尼绍坐标测量机测头、机床测头、扫描测头和Equator™比对仪的各种测针。
精密测量,50年同行
我们的精密测针设计用于完善雷尼绍的测头测量系统,以实现优异性能。我们的标准测针产品系列包括500多种型号,并可根据客户要求提供定制型号。我们还拥有覆盖广泛且经验丰富的应用支持网络,可以针对测针设计及其特殊应用,为客户提供全面的技术支持和指导。
雷尼绍针对各种应用场合提供测针,包括与ZEISS和FARO®测头兼容的测针。欢迎点击下方链接访问我们的在线商城,详细了解全系列测针产品。




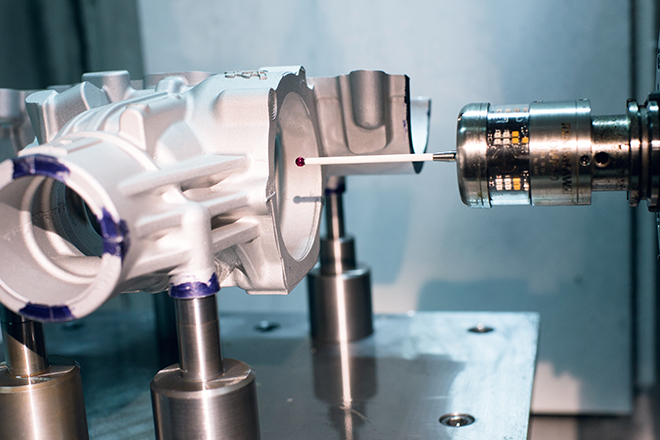
汽车制造,你我同行
汽车零部件的批量生产很大程度上依赖于,在制造过程中执行可重复的检测和质量检验过程。
尽管工件检测测头的测针看似该过程的细枝末节,但测针其实是测量过程的关键组成部分,因为测针与被测工件接触,使测头机构移动,所产生的信号经处理后即可得出测量结果。
雷尼绍绝不忽视任何细节,例如测头的正确使用。在选择测针时,一定要考虑被测工件的特征和材料。此外,还必须要考虑所使用的测头测量系统。材料、尺寸、刚性和球度等测针属性都将显著影响测量性能和系统维护要求。
为什么选择雷尼绍产品?
测针及附件的质量在工业测量技术中发挥着重要作用。选择雷尼绍测针,您将获得:
- 500多种标准型号,以及超过15,000种定制型号。
- 高精度测球。标准等级为5级(0.13 μm球度),根据要求可提供3级测球(0.08 μm球度)。
- 各种材料组合。
- 覆盖广泛且经验丰富的应用支持网络,可以针对测针设计及其特殊应用,为客户提供全面的技术支持和指导。包括应用设置、测头测量建议和材料选择。
- 雷尼绍的销售与支持网络覆盖全球,在36个国家/地区设有分支机构。
- 库存储备遍布全球,可确保就近快速交付。
- 我们有在线商城,在全球设有9个交易网站。

什么是测针?
测针是测量系统的组成部分,它与被测工件接触,使测头机构产生位移。所产生的信号经处理后即可得出测量结果。
测针是测量系统与工件之间的第一个连结环节。因此测针在接触点实现的精度至关重要。
被测工件的外型特征将决定应采用的测针类型和大小。在任何情况下,测针的最大刚性和测球的球度都至关重要。
测针对于精度的重要性
测量成功与否很大程度上取决于测针接触工件的特性,以及在碰触点保持精度的能力。
如果您使用的测球球度差、位置不正、螺纹公差大,或因设计不当而在测量时产生过量的扰度变形,则很容易降低测头测量性能。
雷尼绍在测头和测针设计方面具备专业技术,开发出了规格齐全的坐标测量机和机床用测针产品系列,能够帮助客户实现理想测量精度。
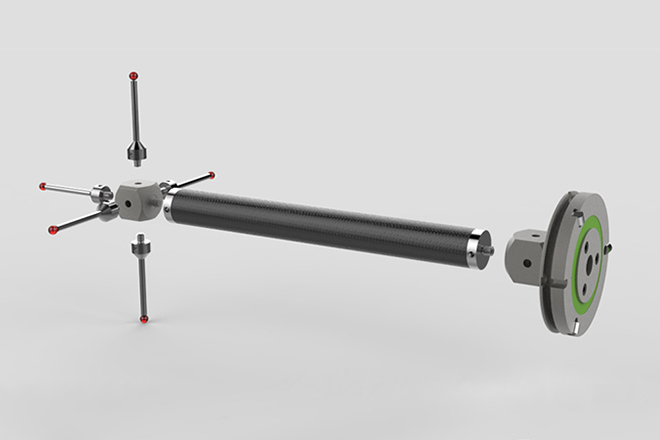
测针使用贴士:
- 使用正品雷尼绍测针。
- 始终使用尽可能短且稳定的测针。
- 使用尽可能大的测球。
- 您是否正在使用热稳定测针?时刻考虑环境条件。
- 在组装测针配置时,请参考测头制造商指定的允许重量。
- 使用尽可能少的独立组件。
ZEISS测头专用测针
雷尼绍推出了一系列用于ZEISS系列测座的精密测针、转接头及附件,从而使其测针产品系列更趋丰富、齐全。欢迎访问我们的在线商城,按形状类型搜索测针,并查看此系列测针产品。
雷尼绍作为ZEISS坐标测量机特定机型的测头系统供应商之一,进一步拓展了其适用于所有ZEISS测量机的产品系列,使ZEISS用户都能尽享雷尼绍高精度测针的优越性能。
该产品系列兼容不带测头交换架的ZEISS模拟测头系统、带有测头交换架的测座及动态测座。
附件
除了数百种可用于ZEISS系列产品的测针外,雷尼绍还提供用于ZEISS系列测座的各种附件,包括测针夹持座和加长杆、关节、立方块、转接头,以及其他各式工具和附件组合。
ZEISS Vast XXT转接头和测针
雷尼绍推出适用于ZEISS Vast XXT扫描测头的测针和转接头。目前可提供TL1、TL2和TL3转接头,以及专为这些转接头设计的各种规格的M3测针。
FARO®测量臂专用的雷尼绍测针
雷尼绍推出了一系列FARO测量臂测头专用测针,使其测针产品系列更趋丰富、齐全。欢迎访问我们的在线商城查看此系列测针产品。
这些测针专门适用于FARO便携式臂式坐标测量机,有多种直径可供选择。设计和结构坚固耐用,使用具有高断裂韧度的5级氧化锆测球。
氧化锆是一种特别坚硬的陶瓷材料,其硬度和磨损特性均接近红宝石。它的表面特性使其成为对铸铁工件进行高强度扫描测量的理想测针材料。
测球用抗撞击黏合剂粘在高强度碳化钨测杆上,而其所采用的专业构造技术确保了测针本体和测杆之间的接头极为坚固,不易损坏。
FARO测头专用的雷尼绍测针有11/4-20 UN和M6螺纹规格可供选择。
附件
雷尼绍还提供各种附件,其中包括一套完整的组合套件,以及各种加长杆、螺钉、转接头、测量夹具部件和测量夹具工作台等。
服务与支持
在过去的50多年间,雷尼绍不断发展壮大,并始终坚定地投资于建设覆盖全球的销售和支持网络。如今,雷尼绍在超过36个国家/地区设立了分支机构,并且建立了遍布全球的经销商和代理商网络。
雷尼绍在世界各地的库存中长期备有超过100,000支测针,可确保快速就近满足客户的购买需求。
雷尼绍在客户服务与支持方面赢得了广泛赞誉。如需技术咨询或问题解答,欢迎随时联系我们,雷尼绍遍布全球的专业人员将为您提供适合的建议及备用方案。
常见问题解答
查看有关雷尼绍测针的常见问题解答。
为什么有不同类型的测针?
雷尼绍原产的全系列测针包括一系列适用于不同测量应用的配置。所有组件(包括测球)均有各种材料可供选择。欢迎下载雷尼绍《精密测针指南》了解详情。
如何确定您使用的是雷尼绍原产测针?
雷尼绍绝大多数测针的夹持座上印有“Renishaw”标识,并使用印有激光标签的塑料盒包装。为确保数据采集的完整性,请务必从雷尼绍原产的全系列测针中指定和选用测针。
雷尼绍测针符合RoHS标准吗?
雷尼绍所有测针产品均符合RoHS标准。欢迎查阅雷尼绍完整声明。
雷尼绍可以提供的最小测球直径是多少?
标准直径为0.3 mm,但是通过定制设计可以提供直径0.12 mm的红宝石测球。我们提供专门的定制测针设计服务,我们的专家能够开发出在精度、工件检测、交付和成本方面令客户满意的产品。
如何判断我的测针上是否装配了3级红宝石测球?
雷尼绍高精度测针的夹持座涂有氮化钛涂层(金色)。用户可以据此区分3级测针和标准5级测针。








立即联系我们的销售团队
欢迎联系当地的雷尼绍分支机构获取更多信息,或者咨询我们的技术专家。