讲解球杆仪测试
球杆仪测试之所以广受欢迎,是因为它简单易行、使用便捷,而且能够生成丰富的定量数据。
球杆仪测试的原理是什么?
理论上,如果在数控机床上编程跟踪一个圆形轨迹,而且机床的定位性能理想,则实际圆会与设定圆吻合。在实践中,机床几何尺寸、控制系统和磨损等很多因素都可能会导致测试圆的半径及形状偏离设定圆。
如果精确测量实际圆形轨迹,并将其与设定轨迹进行比较,则可获得机床精度的总体评估。
这是包括雷尼绍QC20球杆仪系统在内的所有伸缩式球杆仪的测试原理。
QC20球杆仪测试包括3个简单的步骤
设定
- 得益于蓝牙无线数据通讯,QC20的连接非常简单。Ballbar 20软件软件逐步引导操作人员完成设定步骤,测试设定简单快捷。“零件程序生成器”可帮助您在机床上设定相应的程序。
- 利用功能强大的文件管理功能,您可以快速搜索并打开已有的测试模板。
- 将中心座固定在机床工作台上。使用QC20球杆仪组件中提供的设定球,将主轴移到参考点上,即可确定测试的“零点”坐标。
- 将主轴移至测试的起始位置,并将QC20球杆仪安装到两个机械定位的磁性接头之间。
- 仅需简单的G02及G03指令程序即可开始测试。
数据采集:360°测试
- “传统”测试要求机床执行两个连续圆,一个为顺时针方向,一个为逆时针方向。
- 在实践中,测试圆的前面和后面分别添加了一段圆弧,分别用于机床加速和减速。
- 通过使用加长杆,可以选择测试半径,以反映机器的尺寸和对特定问题的敏感度(例如,大圆更适合发现机床几何误差,小圆则对伺服不匹配或滞后更敏感)。
- 数据采集实时显示在屏幕上,因此在测试过程中可以实时检测到所有误差或问题,无需在测试结束后浪费额外时间(如果在慢进给率下执行大半径测试,则更为重要)。
数据采集:220° “部分圆弧”测试
在QC20球杆仪推出之前,针对垂直于标准XY测试平面的平面执行测试,需要使用特殊的测试座并重新定位中心座。现在您无需移动中心座便可对互相垂直的三个平面进行测试。
秘诀就是QC20球杆仪系统具备在两个平面中执行部分圆弧 (220°) 测试的能力。此功能可以生成该圆弧的修正测试分析,但仍然为该测试生成总体圆度值。
系统以单个点为中心执行所有三项测试,允许使用Ballbar 20软件的空间诊断报告功能,不仅能够提供更多信息,而且比旧系统的速度更快。
数据分析和诊断
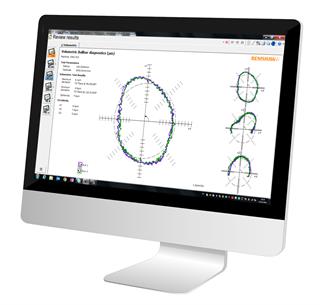
- 用户可以选择多种报告格式,包括国际标准(如ISO、ASME)和全面的雷尼绍诊断功能(包括空间分析),报告中提供多个不同的屏幕视图和帮助手册链接。
- 这些报告针对每一种表示机器定位性能的总体指标给出测量值,例如圆度偏差。
- 通过一次测试即可定制多份报告,从而对机器误差进行深度诊断。











