金属增材制造设计 — 入门指南
简述
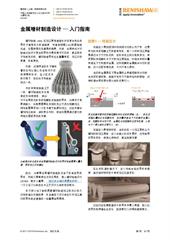
增材制造 (AM) 在加工具有自由形状和复杂特征的零件方面有极大的自由度,可直接根据CAD数据制造成品,无需使用成本高昂的模具。然而,采用传统方式制造这些设计复杂的零件却是非常不切实际,甚至根本不可能完成的。增材制造零件往往重量更轻、加工效率更高、性能更优。
本文旨在指导增材制造设计者如何:
- 最大程度减小残留应力
- 设计最佳零件摆放
- 使用主要支撑和辅助支撑进行增材制造
- 优化增材制造零件
下载

作者简介
Marc Saunders,增材制造应用总监

Marc Saunders先生在高科技制造领域有超过25年的丰富经验。Saunders先生在雷尼绍先后担任了多个职位,在开发公司屡获殊荣的RAMTIC自动化加工平台中做出了关键贡献,还成功为航空航天领域客户提供交钥匙测量解决方案。
Marc现在是雷尼绍全球增材制造解决方案中心网络的负责人,致力于帮助考虑将增材制造工艺纳入生产流程中的客户在采购新设备之前获得实际操作体验。