“光速”般激光校准
2016年4月
一般人听到“激光”时可能会联想到“光速”,不过如果他们目睹在数控铣床的一条线性轴上执行双向激光校准操作后会产生截然不同的看法 — 这离光速差远了。当1 m行程的机床轴以10 mm的增量移动时,由于激光干涉仪需要在轴停稳之后才能读数,因此对该类短轴的检测通常会花费30-60分钟。通过一些测试发现,某些轴线暂停时间可长达23秒。由于校准大型高价值设备而不得不停机,这让加工厂老板感到焦虑。根据机床碰撞情况和工厂遵循的质量体系,机床每年都可能需要停机几天以执行激光校准,因此这个问题一直是加工厂老板非常关注的。
但是,一项采用雷尼绍XL-80激光干涉仪功能的技术可将每次轴增量移动之后达到稳定的时间缩短到仅250毫秒,最终实现校准时间缩短85-95%。除了减少关键生产设备的停机时间外,这一方法还更好地反映出实际切削情况下的轴定位精度,因为在刀具执行工件切削之前,应高速移到加工位置,无需任何停顿时间。
位于美国佐治亚州拜伦市的Quality Tech Services公司不仅采用了这项技术,还指导新的激光系统买家使用该技术。“当提供一项新的校准服务时,我们走进客户工厂门口听到的第一个顾虑就是机床停机时间,”该公司老板Mike Schraufnagel说道。“客户想方设法减少关键设备的停机时间,而我们拥有激光系统的客户也非常看重这一功能。对我们来说,这项技术提高了我们的效率。通常需30分钟完成的工作,现在只需要三分钟。一个下午,我们能够在两小时内完成六个机床轴的激光测试和三台设备的球杆仪测试,而通常这项工作至少要用一天时间。”
只需M代码和开路触点继电器即可使用
要使用这项高速校准技术,机床的CNC应具备富余的M代码(如果未提供,通常可选购),在10-20毫秒内关闭“常开”继电器触点。通过辅助I/O电缆关闭继电器触点,将会触发激光系统来记录激光读数和目标位置之间的差异。M代码一般用于CNC的测头测量循环,以控制冷却液和其他功能(不含轴定位移动),因此该选项是许多CNC的标配。在其他CNC上,M代码可能是需要购买或由OEM开启的一个选项。
“我们在实验室确定了Haas数控机床上可利用M代码控制的备用继电器。这使得我们开始考虑多种方法让用户通过工件程序触发激光干涉仪,以降低机床总停机时间。此种信号传输方式将会更加准确地记录机床到达其指定位置的时间,”雷尼绍公司校准产品业务经理Michael Wilm说道。“由于机械继电器触点会在前几毫秒内反弹,因此我们在激光系统的电子元件中编程设定了一种防反弹功能。激光系统只需一毫秒就可接收从闭合继电器传来的触发信号;激光系统忽略20毫秒内的任何频跳,读取读数,然后轴移动到下一测量位置。”
高速数据采集也可用于校准直线定位平台和其他无CNC的设备。“为触发激光,可能需要为数控系统适当定制辅助配电板,不过这些配电板应该比较容易配置,也为数控系统厂家的人员所熟知,”Wilm总结道。
下载
- 新闻稿: 光速”般激光校准 [40kB]
-
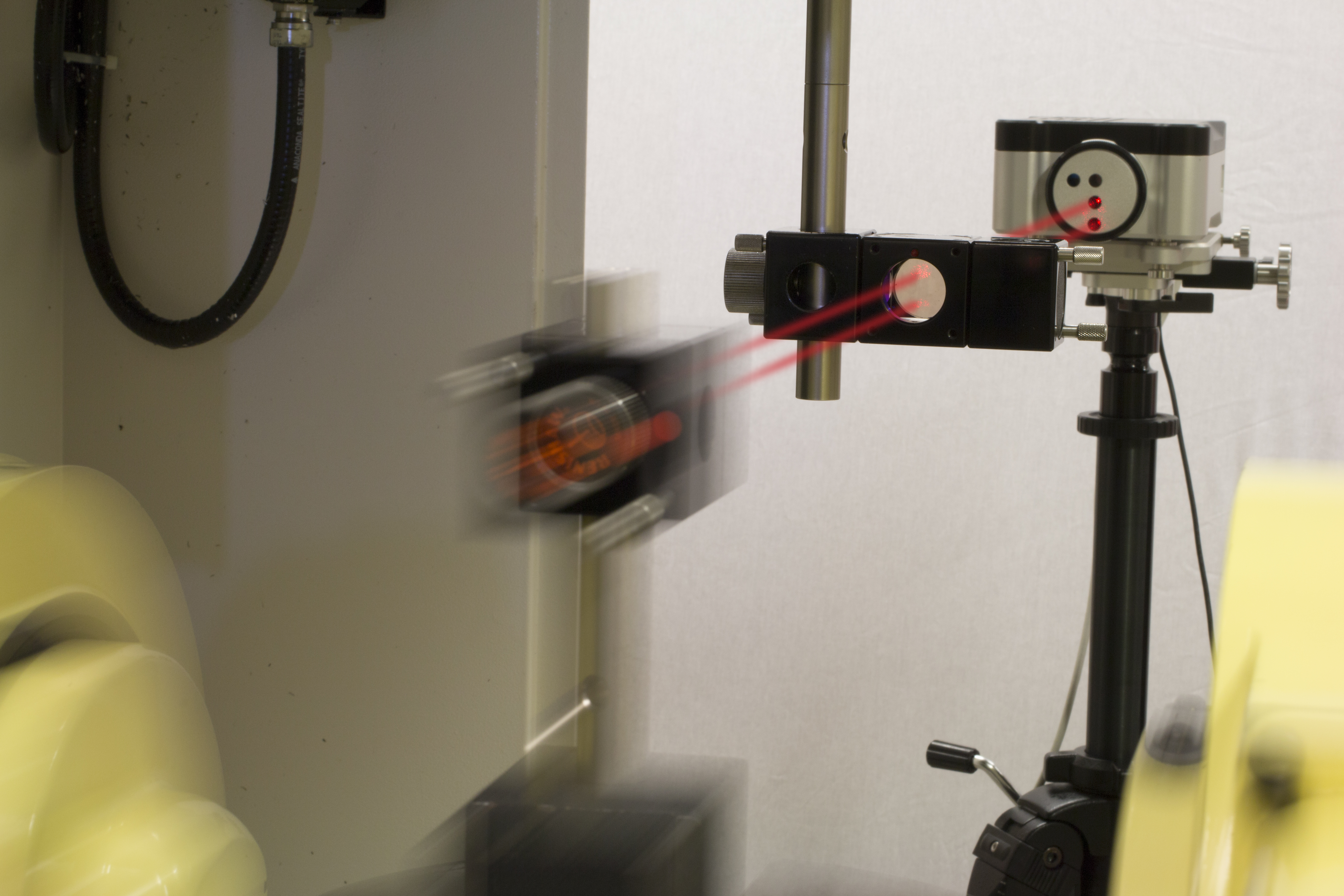
 “光速”般激光校准新闻稿中的XL-80
[9.3MB]
“光速”般激光校准新闻稿中的XL-80
[9.3MB]