激光微加工:雷尼绍VIONiC™光栅大放光彩
激光微加工包括激光打标、激光切割、激光铣削或激光材料烧蚀等工艺,通常使用高质量激光光束实现。
激光辐射的优点包括:
- 高度灵活
- 非接触式加工和零刀具磨耗
- 自动化潜力大
- 易于集成到硅、陶瓷、金属和聚合物等多种材料的各种加工工艺中
激光加工分为微加工和宏观加工,划分依据不是工件尺寸,而是使用激光刀具可实现的特征尺寸精度。微加工所用的激光系统使用平均功率远低于1 kW的脉冲光束,而宏观加工所用的激光系统通常使用功率高达几千瓦的连续波 (CW) 激光光束。
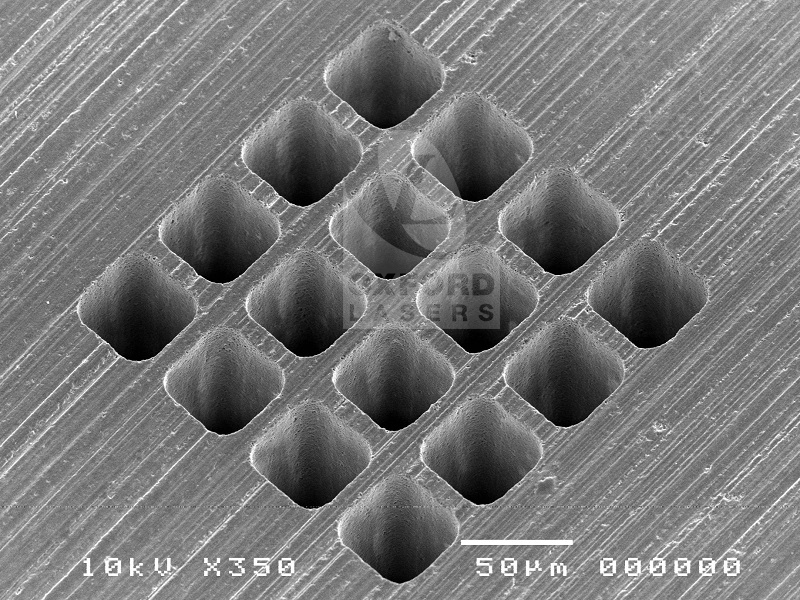
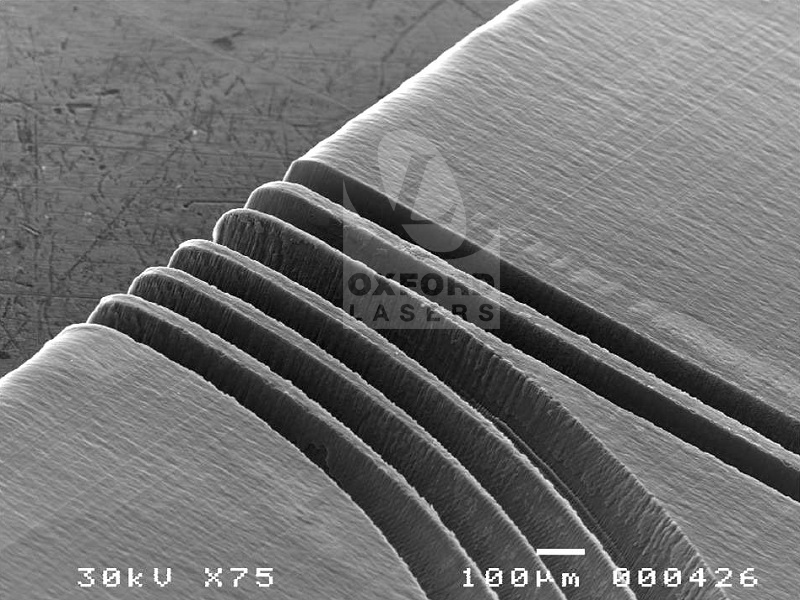
激光微加工的应用领域包括制造电气测试和半导体晶圆测试所用的MEM(微机电系统)器件、微型探针或接触测头。激光加工产品通常用于医疗应用中,比如血管支架、可吸收支架和神经血管装置。
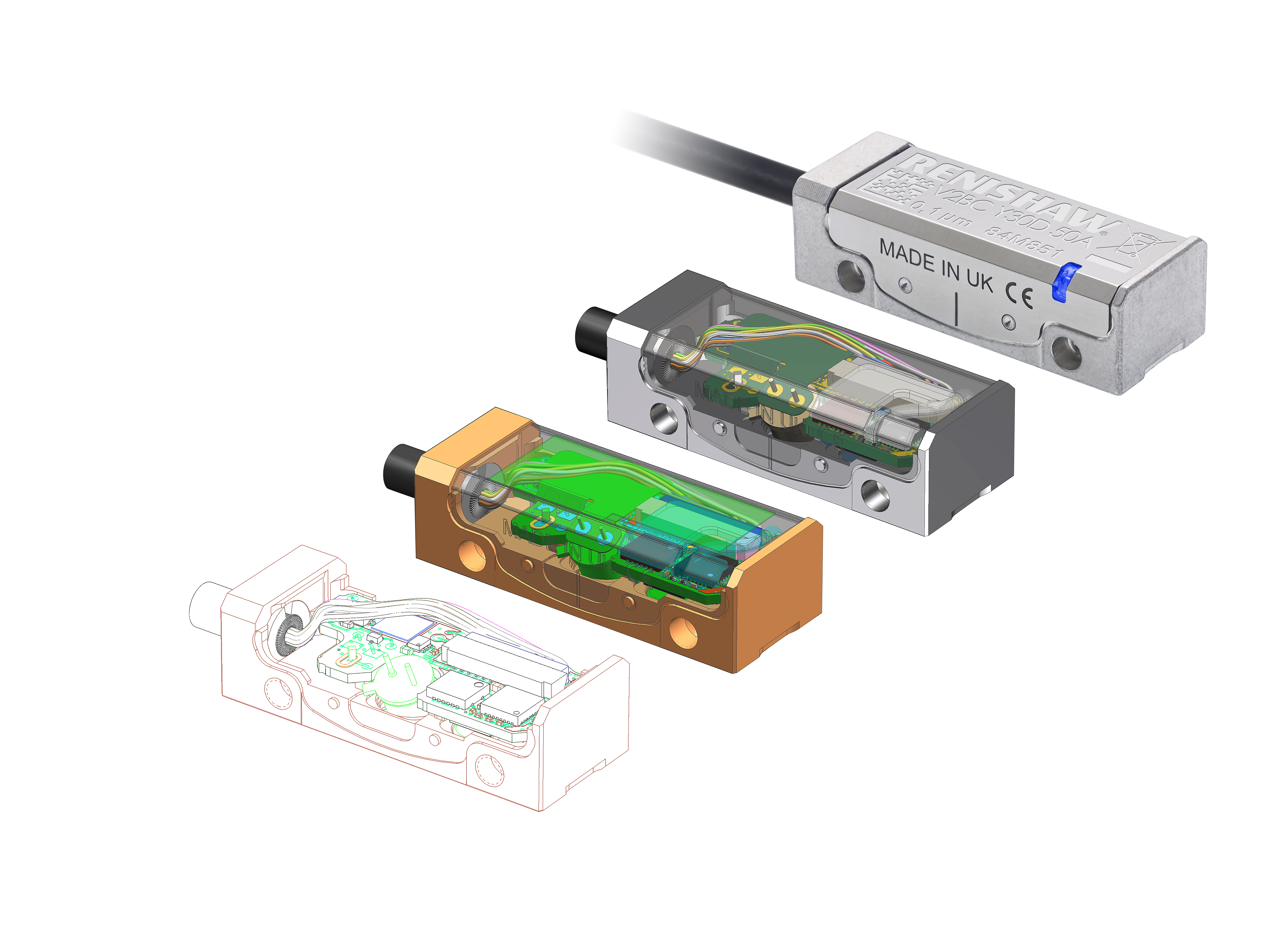
VIONiC系列是雷尼绍的超高精度、一体化数字增量式光栅,适用于直线和旋转应用。该系列光栅专门针对微加工和其他精密制造工艺设计。本文重点介绍了选择正确的光栅对于激光加工的重要性。
微加工中的运动控制
目前,激光微加工由两项技术完成:(1) 激光直写 (DLW) 技术,使用带2D振镜扫描头的固体激光器;以及 (2) 各种掩模技术(例如掩模投射),大部分使用准分子激光器和常规固定掩模。
DLW技术适用于在光斑尺寸受能量密度(或单个激光脉冲沉积的能量)要求限制的情况下,在材料上生成大切口特征以及进行大批量钻孔作业。先在CAD中绘制所需特征,然后使用CAD/CAM编程界面直接转换为运动控制代码。射向工件的光束位置则由精密X-Y运动平台直接控制。这些系统最大的优点便是灵活性,适用于多种微型加工任务。
在接触式掩模加工工艺中,目标激光功率由简单的光束整形镜组控制,特征形状由与工件接触的掩模决定。掩膜曝光可以在工件静止时或者在工件移动时通过激光光束扫描进行。如果使用扫描方法,激光出光速度必须按工作台进给率进行插补计算,以确保曝光一致性,这要求集成高精度光栅来控制工件移动的速度和加速度。接触式扫描的一个好处是可以处理大面积的材料。激光加工工艺中使用两种基本的运动系统:步进电机和伺服电机。
步进电机系统的缺点包括:
- 定位精度有限
- 工作噪声大
- 电流消耗大
伺服电机的优点包括:
- 当配用光栅时,精度高
- 当电机静止时,无电流消耗
- 运动平稳,速度纹波极低 — 极其适合高速应用
在协调运动成像或掩膜投射工艺中,掩膜和工件分别安装在由计算机控制的不同的X-Y-Z平台上。在加工过程中,掩膜和平台沿相反方向插补移动。图像系统缩小系数越大,掩膜移动幅度越大。
通过相反运动,激光图像精确地追踪移动工件的位置,在曝光掩膜的不同区域时始终保持在相对于工件的相同位置。每个平台上均安装高精度光栅以提供位置反馈,重复精度≤50 nm,分辨率达到纳米量级。还安装防蠕动交叉滚子轴承或空气轴承以确保优异的速度稳定性,当平台沿着工件上的预设轨迹移动激光焦点时,最大限度地减少脉冲能量沉积的局部变化。微加工需要使用先进的运动控制器,通过算法和硬件尽可能减小干扰误差、增强追踪能力并确保优异的定位稳定性。在轴加速或减速过程中,运动误差最大。


在类似于光刻技术的掩模投射技术 (MP) 中通常使用准分子激光器。掩膜投射技术可通过一次操作传输固定透射掩膜中包含的所有信息。利用这种技术,通过一个激光脉冲即可生成字母数字字符或图片等的完整标记,脉冲持续时间通常为几纳秒。因此,加工速度是由准分子激光器的重复率限制的,而不是扫描振镜中镜组的机械移动。
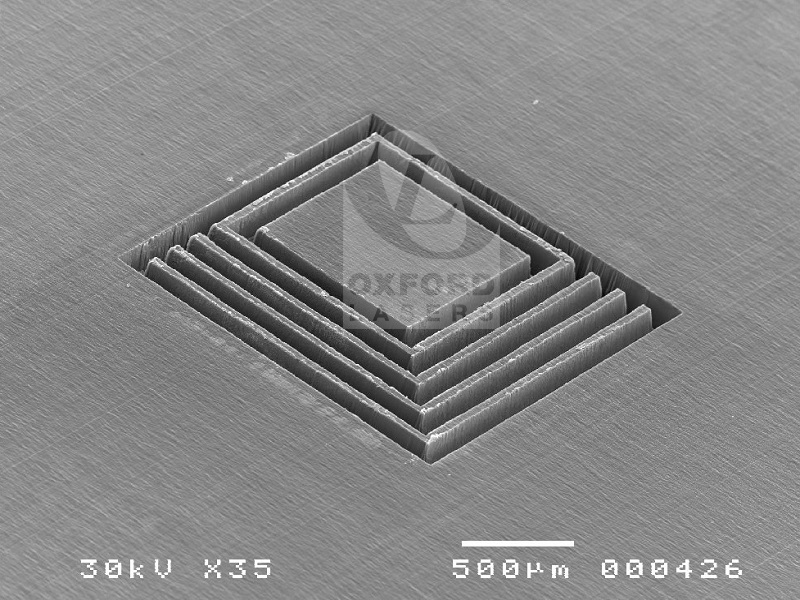
要使用激光微加工工艺在特定材料上实现所需结果,必须基于波长、脉冲重复率、平均功率和脉冲持续时间等特征选择合适的激光器。超高速激光器可在坚硬材料上有效加工非常小、非常精密的图案,因为高峰值强度的激光可实现所谓的“冷”烧蚀。加工微型结构的同时不会破坏周围结构,在某些情况下甚至不会改变材料特性。
鉴于受控、精密的微加工工艺具备以上诸多优点,因此许多工业领域不断探索在质量要求最高的应用中使用超短脉冲激光器。激光直写工艺的限制条件由顺序信息传输的固有特性和扫描头的动态特性决定。因此,必须考虑速度限制。
激光加工设备通常与其他工艺串联,例如在卷对卷生产线上,激光微加工系统放置在连续金属带冲压机的下游。
在这种情况下,激光可以用于打标、切割或材料烧蚀。材料进给率保持恒定,激光器由冲压机滑枕的位置触发。冲压机滑枕上装有圆光栅,用于确定(冲压操作之间)振动最小的滑枕循环部分;由伺服电机控制的辊式进给装置上也装有光栅,用于精确控制金属带通过激光时的速度。因此,光栅精度直接影响激光加工精度。

集成VIONiC光栅系列
雷尼绍VIONiC系列等高性能光栅可在激光微加工操作中发挥重要作用。这些位置传感装置向控制器提供反馈,协调激光脉冲、平台运动和振镜调整,以实现微米量级特征的精密加工。
激光微加工设备所用的特定光栅具有高分辨率、低延迟、优异的精度、紧凑的封装尺寸和较轻的重量。在某些应用中,数字输出光栅可以作为与数字实时控制器通信的首选。VIONiC光栅系列是一体化数字增量式光栅解决方案,适用于直线和旋转应用,将所有必需的细分和数字信号处理功能组合封装在35 mm x 13.5 mm x 10 mm的读数头内,其电子细分误差 (SDE) 低至 <±10 nm,分辨率达到2.5 nm。VIONiC读数头系列均可提供多种配置,旨在优化运动控制系统的速度和性能。
VIONiC光栅系列设计用于支持激光微铣削等精密工艺在硅和塑料等基材上加工微观特征。VIONiC系列光栅的某些型号兼具昂贵的超细栅距 (<4 µm) 光栅系统的优异精度,VIONiC的其他优点还包括:俯仰和间隙公差更宽松、安装更容易、系统尺寸更小、工作速度更快、栅尺选项更灵活(例如栅尺长度更长、抗污性能更好且成本更低等)。
雷尼绍提供的栅尺类型有钢带栅尺、直线硬栅尺和圆环光栅(包括超高精度的REXM)等。这些栅尺均满足热膨胀和精度要求:在20 °C时,ZeroMet™ RELM直线硬栅尺的精度为±1 µm/m,热膨胀系数 (CTE) 接近于零。
VIONiC RTLC不锈钢直线栅尺还提供FASTRACK™导轨安装选项,可有效消除机器基体对栅尺精度的影响,从而可简化误差补偿过程。对于高通光效率工艺来说,高速性能也十分重要,VIONiC光栅支持的线性轴运动速度可达12 m/s,旋转轴运动速度可达4,400 RPM。而且,可选的高级诊断工具 (ADT) 可通过直观的软件界面提供全面的光栅反馈。