雷尼绍助力Wassara挺进更深地层
采矿业需要新的钻探解决方案,以应对日益增长的成本与效益压力。与当前钻探方案相比,新方案不仅要更为环保,而且要更具经济优势。
背景

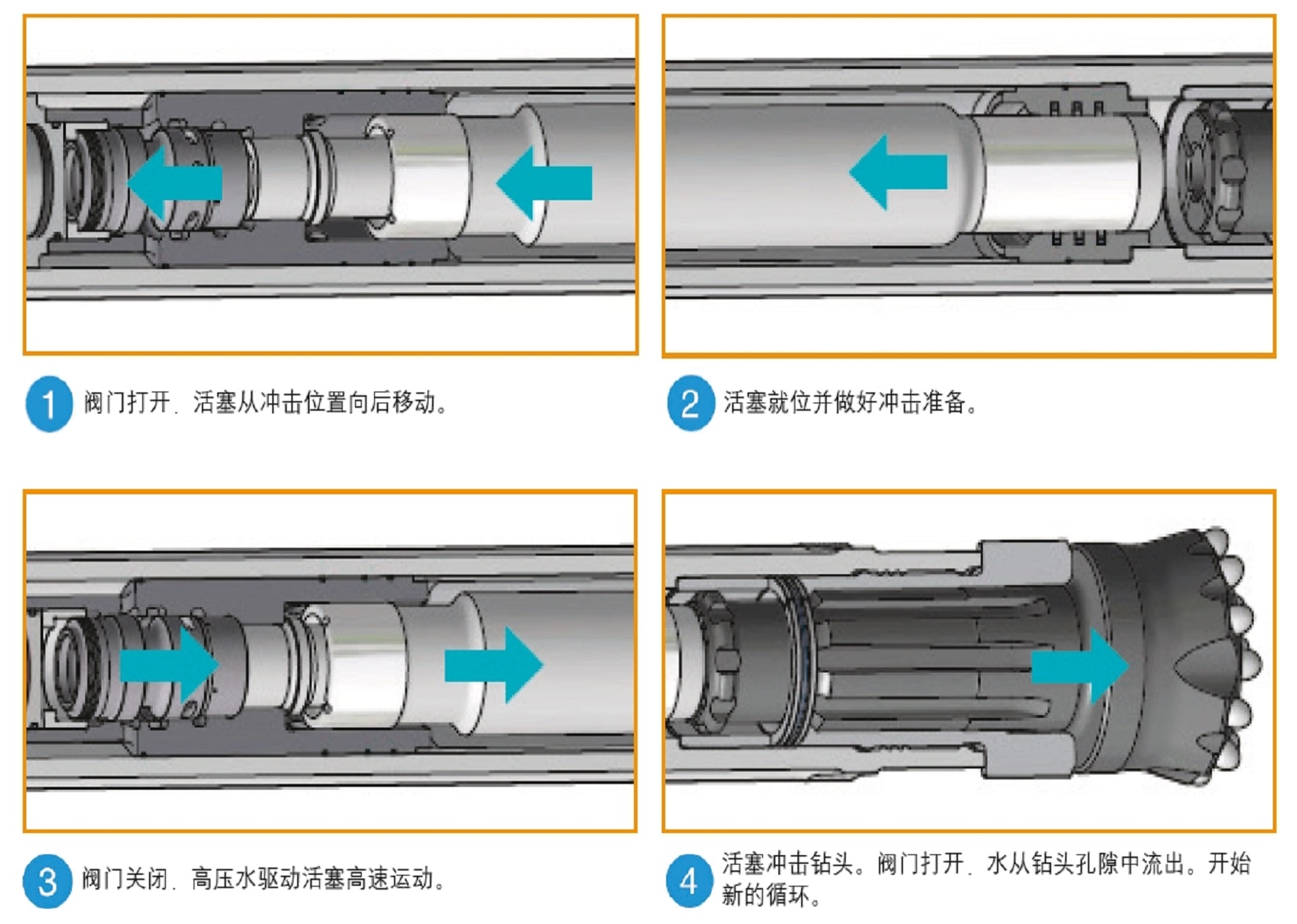
上图:潜孔 (DTH) 锤技术示意图
挑战
每部潜孔锤都由众多复杂的部件组成。潜孔锤的核心部件是为活塞组件提供双向高压水导流的滑动外壳,该外壳内部要求具有多条高压水流动孔道;由于设计的复杂性,必须将多个加工好的零件接合在一起,才可制作出完整的外壳。复杂的设计也使得该部件的造价较为昂贵。此外,接合工艺过程中频繁产生的不合格产品,以及使用阶段由于部件磨损或斑蚀而导致的设备故障(这将增加维修成本),这些都使得潜孔锤的整体拥有成本进一步上升。
解决方案
采用金属增材制造方案需要克服的下一个难题是针对特定应用采用合适的金属合金。在本案例中,该部件原来使用的是标准合金钢527M20,这是一种合金结构钢,由于碳含量中等,通常不会用于金属增材制造。更适合增材制造的合金钢为316L不锈钢,然而,虽然这种合金钢的耐腐蚀性能较好,但预计在使用期间仍无法保证足够的耐磨蚀和耐侵蚀性能。
这是该类型钢在矿山开采领域的第一次测试和应用,因此在滑动外壳加工完成后对其进行了热处理,以确保达到最大硬度。

结果
为了测试增材滑动外壳的性能,Wassara将其组装到完整的潜孔锤上,在标准采掘条件下测试使用,即在选定岩面上钻凿典型的长通道孔。随后对潜孔锤进行常规目视检查和维护,与传统外壳相比,增材制造的滑动外壳并未出现任何斑蚀迹象,并且磨损程度很小。接着又重新组装潜孔锤,并继续进行更多的钻凿作业。
完成上述作业后,Wassara对增材制造的滑动外壳进行了第二次检查,发现确实出现了一些磨损迹象,但除此之外,部件表面并没有出现斑蚀(这是导致设备故障的第二大常见原因)。随后Wassara又进行了第三次钻凿测试,这次的持续时间远远超出正常的潜孔锤工作周期,以期尽可能确定是否会出现斑蚀迹象,但实际上仍未出现任何斑蚀情况。由此得出的初步结论是,与采用标准合金钢制造的传统滑动外壳相比,采用马氏体时效钢制造的增材部件具有卓越的潜在耐斑蚀性能。
 上图:利用增材制造技术制造的马氏体时效钢滑动外壳部件
上图:利用增材制造技术制造的马氏体时效钢滑动外壳部件 上图:测试之后的滑动外壳
上图:测试之后的滑动外壳
