测量技术与太阳能发电应用有何关系?
太阳能技术发展现状
利用太阳能电池(也称光伏 (PV) 电池)发电的普及程度在过去十年间大幅提高,丝毫没有衰减的迹象。在电网智能化、发电方式多元化以及能源消费个体参与程度最大化等方面,太阳能技术的应用都将发挥至关重要的作用。大规模太阳能发电将变得越来越普遍,如今每千瓦电价已经与传统能源(例如核能和天然气)不相上下。
近年来,太阳能发电市场明显回暖,2015年至2016年期间,装机容量甚至增长了50%。中国拥有世界上最大的太阳能发电市场,其新增装机容量占据全球总量的一半。而亚太地区更已成为全球太阳能发电量最大的地区,2016年的总装机容量达到147.2 GW,超越了欧洲和美国。
随着监管框架、市场规划和基础设施投资方式的日益完善,全球太阳能发电市场的发展在未来几年内可能会有所放缓。但随着太阳能发电成为最经济的大规模实用发电技术,到2020年前后,它可能会再次进入高速发展的快车道(图1)。从长远来看,住宅和商业建筑物采用的分布式“屋顶”太阳能发电装置将会赢得可观的市场份额。
欧洲光伏产业协会 (SolarPower Europe) 认为全球太阳能装机容量到2021年可达到约1 TW(万亿瓦)。此外,到2030年欧盟必须实现可再生能源 (RES) 比重至少达到35%的目标,以履行其到2050年将成员国国内温室气体排放量降低至1990年排放水平的20%的承诺。未来几年,市场对光伏发电设备的需求可能会不断增加,太阳能电池制造商和太阳能产业链中的其他公司将迎来重大发展机遇。

图1:大规模太阳能发电装置
光伏装备制造
由于光伏制造行业具有明显的规模经济效应,因此全自动化连续生产非常普遍。标准单晶光伏电池以掺磷硅 (Si) 为基体(吸收体),表面具有掺氮薄层和防反射涂层。n型和p型半导体之间的势垒称为p-n结,允许在对侧聚积电子和正穴(正电荷),而不会重新复合。
当光线照射到光伏电池上时,电荷因吸收光子能量而逃逸并流向电池电极,从而产生开路电压。多块电池集成在一个太阳能模块中,随后一个模块又与其他模块联接,由此产生大量电能(图2)。
太阳能电池板基本制造流程概括如下:
- 硅片制备
- 表面织构(降低反射率)
- p-n结形成(湿化学工艺)
- 氧化物蚀刻(去除不需要的表层)
- 防反射涂层
- 金属接触晒印(丝网印刷)
- 金属接触热处理(烧结)
- 边缘隔离(激光烧蚀)
- 测试与分类
每一制造环节以及期间的所有处理步骤均需要用到运动控制技术,而其中最具挑战性的工艺环节则是精确沉积金属接触层。银和铝浆利用丝网印刷工艺喷涂在每个硅晶片的正面和背面。光伏电池的向阳面印有一系列宽度约为100微米的精细接触指,间距为2 mm,并覆盖有两或三条垂直母线。电池背阳面在金属化区域具有一组对应的母线。正反面母线的主要功能是收集电流,并与导电电极进行机械接触。
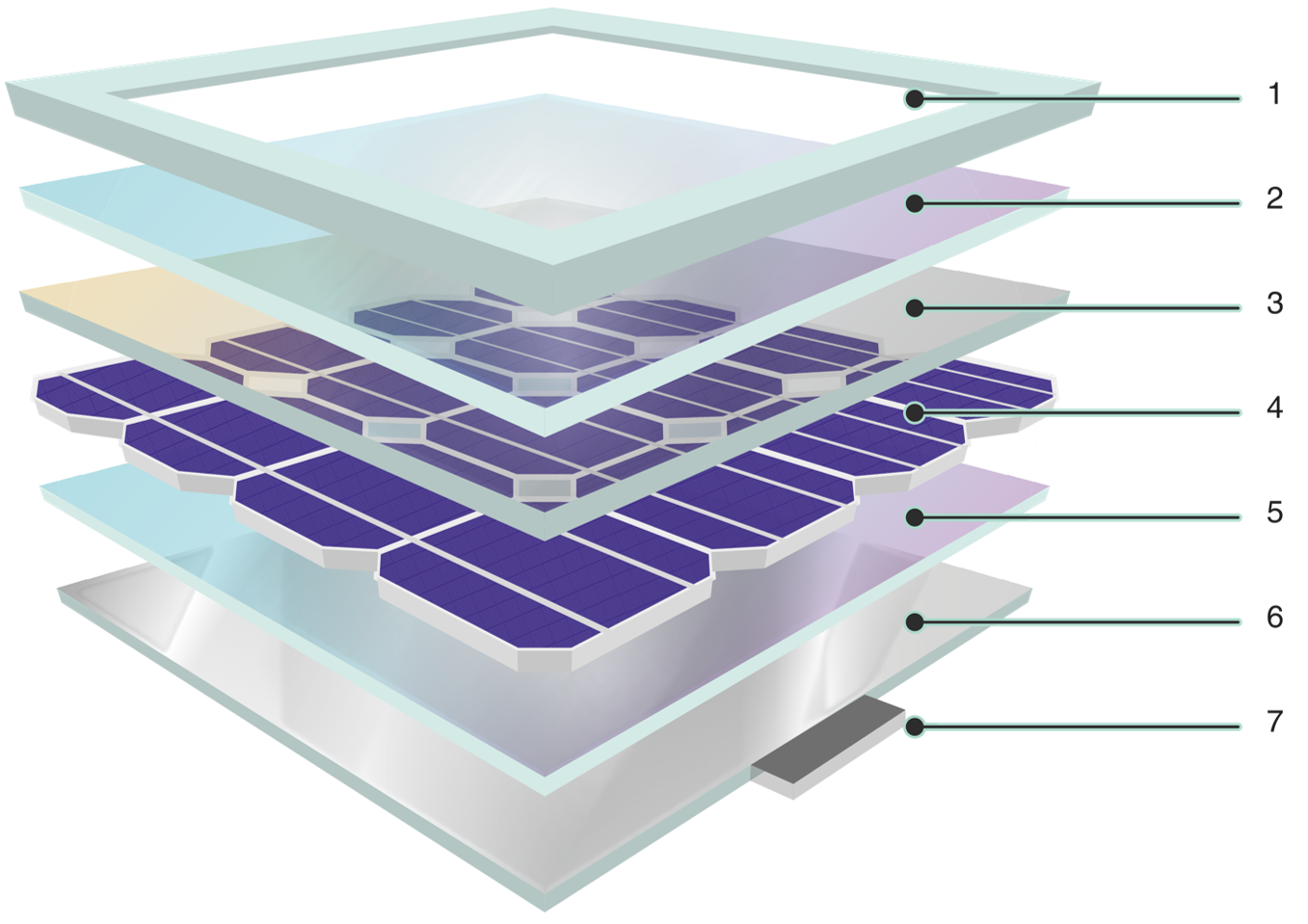 图2:太阳能电池模块的组成部分
图2:太阳能电池模块的组成部分
1 = 框架
2 = 玻璃
3 = 封装材料
4 = 太阳能电池
5 = 封装材料
6 = 背板
7 = 接线盒
用于光伏电池制造的丝网印刷系统可采用以下工艺步骤:
- 晶片光刻检验 — 系统将晶片传送到检测区域,并对晶片表面的至少两个基准点(对准标记)进行成像。
- 图像处理 — 使用图像处理软件确定每个基准点的精确位置数据,并在内存中定期更新这些数据,以提高多个印刷层的印刷准确度。
- 晶片对准 — 在X、Y和θ方向对晶片平台进行精细调整(见图3)以修正偏置,然后转移到丝网印刷网版(模板)的下方。这些调整可使晶片上的基准点与存储的参考基准点重叠。直线光栅和圆光栅可提供必要的位置反馈,以驱动每个轴精确地将晶片与丝网对准。
- 印刷 — 在对准之后,将晶片夹持到位,然后使用传统丝网印刷工艺直接喷涂银和铝浆。
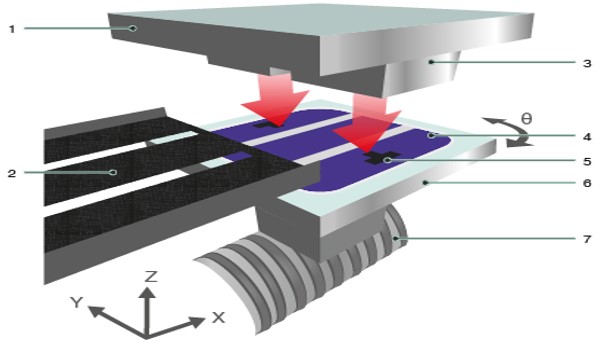
图3:晶片丝网印刷系统
1 = 图像处理单元
2 = 固定印刷丝网
3 = 摄像头
4 = 晶片
5 = 基准点
6 = 晶片平台
7 = 丝杆
运动控制技术要求
当前,单晶光伏电池的能量转换效率接近20%,而硅单结电池的最大理论极限效率约为29%。转换效率的提高可降低每千瓦时的发电成本,并减少太阳能发电装置的物理尺寸,因此制造商一直不断致力于改进制造工艺以提高效率。
典型的硅太阳能电池生产流程需要完成多次丝网印刷操作:电池的正反面至少有两次单独的印刷工序。为了提高转换效率,必须在不降低导电性的前提下尽可能精细印刷电池正面的接触线,这需要以极高精度和重复性完成多层叠加印刷。
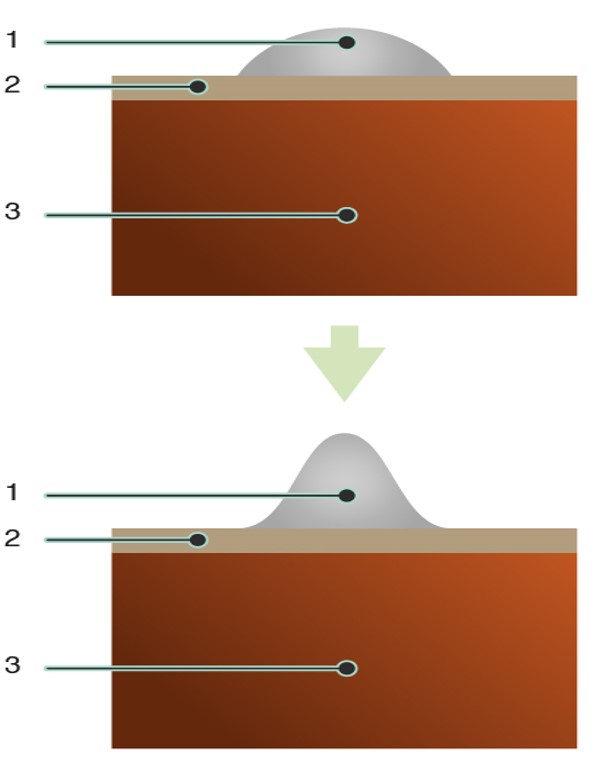
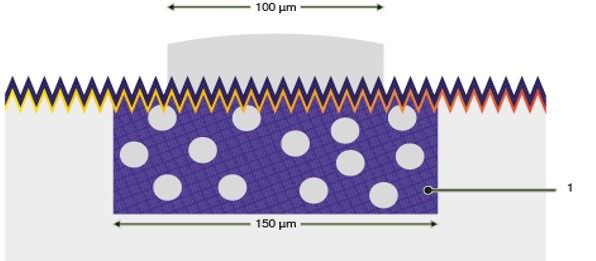
通过使接触线变得更细更厚,可使更多电池面积参与太阳能转换(图4)。例如,将接触指的线宽从120 µm缩减至70 µm,同时将厚度提升一倍,则转换效率可潜在增加0.5%。另一项提高电池性能的技术则是使用选择性发射极 — 即对太阳能电池的硅晶片进行差异化掺杂处理。通过在金属触指正下方的区域进行重掺杂,而仅在其他区域进行轻掺杂,可提高光线的短波响应,从而提高电池转换效率(图5)。
目前有多种技术可用于制造选择性发射极,其中大部分都涉及各印刷层的高精度对准和沉积。由于后续印刷层必须精确置于前一层之上,因此丝网对准精度是确保多层印刷触指质量优良最为重要的指标。配有高分辨率摄像头的先进对准系统如今已能够实现达±10 µm的对准精度。高精度位置编码器,例如雷尼绍RESOLUTE绝对式光栅系统,是提高印刷丝网重叠精度和控制性能的关键。RESOLUTE光栅的工作速度高达100 m/s,分辨率可达1 nm,周期误差低至±40 nm。
-
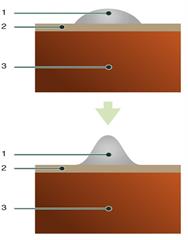 图4:减少金属接触指线宽可提高太阳能电池转换效率
图4:减少金属接触指线宽可提高太阳能电池转换效率
(1 - 金属接触指,2 - 掺杂边缘,3 - 基体)
-
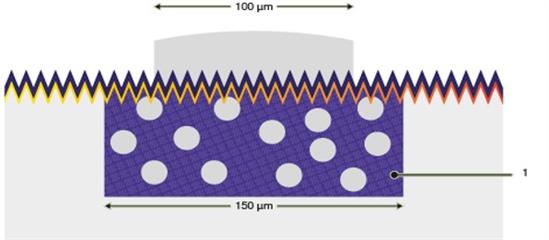 图5:每个金属接触指下方较大的掺氮区域
图5:每个金属接触指下方较大的掺氮区域
(1 - 选择性发射极掺氮区域)


总结
太阳能在未来数十年内很可能成为人类最主要的电力来源,其发电方式可分为集中式和分布式,后者如屋顶安装的太阳能电池板(图6)。在蓬勃发展的背景下,光伏产业链的参与者拥有着诸多商机。运动控制技术可应用到光伏电池制造流程的所有阶段,对于高精度丝网印刷工艺而言尤为重要。雷尼绍在运动控制领域的专业技术以及种类丰富的光栅产品系列可为OEM厂商与最终用户提供最前沿的测量解决方案,满足他们的运动控制需求。

图6:屋顶太阳能电池板